| 产品参数 | |
|---|---|
| 产品价格 | 26000 |
| 发货期限 | 24h |
| 供货总量 | 999 |
| 运费说明 | 包邮 |
| 最小起订 | 1 |
| 质量等级 | 特级 |
| 是否厂家 | 是 |
| 产品材质 | 钢 |
| 产品品牌 | 河南建贸 |
| 产品规格 | JMRLJ-3000 |
| 发货城市 | 河南长葛 |
| 产品产地 | 河南长葛 |
| 产品型号 | JMRLJ-3000 |
| 可售卖地 | 全国 |
| 产品重量 | 3.5t |
| 质保时间 | 一年 |
| 设备名称 | 钢筋笼绕筋机 |
| 型号 | JMRLJ3000型 |
| 加工范围 | 400-3000MM |
| 整机重量 | 3500KG |
| 安装尺寸 | 16*5M |
生产工艺成熟,先进的设备加工机具是保证产品质量的关键。公司投资数千万元建立了数控机械加工中心,保证了高质量产品的生产和新产品的试制,具备年生产各类数控钢筋加工设备1000台套的加工能力。业务范围广泛,公司业务两条腿走路,既有高端智能设备制造,又有智能化钢筋制品加工。通过钢筋制品加工业积累了丰富的实际生产经验,体验智能化装备存在的问题,以便为用户提供更好的服务,不断改进和提升设备制造水平。目前公司业务已涉及高铁、桥梁、地铁、机场、核电、地下管廊和装配式住宅等行业,有能力为10万吨~100万吨级智能钢筋加工配送中心提供交钥匙服务。
2011年12月下属连环装备有限公司与江西理工大学联合,在公司设立了教学科研实践基地。2013年12月连环装备有限公司批准为 级高新技术企业,
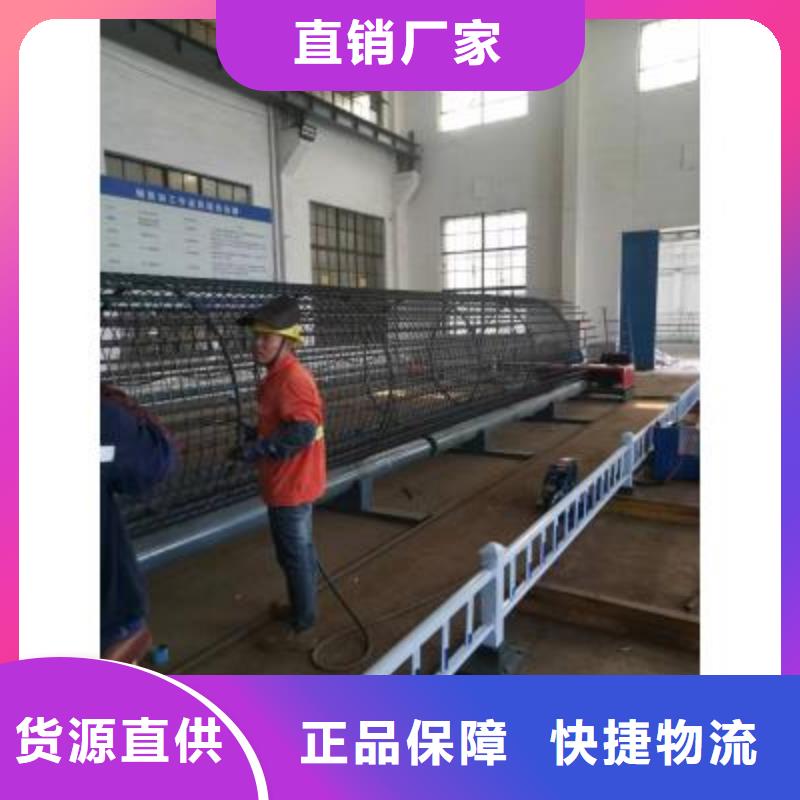
钢筋笼绕筋机
海南钢筋笼绕筋机由于采用的是机械化作业,主筋、缠绕筋的间距均匀,钢筋笼直径一致,产品完全达到规范要求。该设备加工速度快,在正常情况下3人一班,可分班作业,20米钢筋笼成型耗时90分钟左右,工作效率非常高。钢筋笼双筋绕筋机由于主筋在其圆周上分布均匀,多个钢筋笼搭接时很方便,从而节省了吊装时间。 钢筋笼双筋绕筋机由于采用的是机械化作业,主筋、缠绕筋的间距均匀,钢筋笼直径一致,产品完全达到规范要求 钢筋笼双筋绕筋机的功能特点: 1、自动化程度高,且适用范围广,具有钢筋笼直径可调,主筋根数可调,箍筋间距可调,电机转速可调特点。 2、整机采用的模块化设计思想,可方便地拆装组合,控制界面友好,操作简单方便,转运方便。 3、关键零部件,采用高规格生产,设备故障率,使用成本。 4、海南钢筋笼绕筋机对场地适应性强,可根据场地大小、钢筋笼长度合理布置设备。 5、承料分格盘支架可拆装组合,方便快速地钢筋笼规格尺寸。 6、双主筋和对接主筋可在设备上加工完成,配置自动上料机构,大大了劳动强度。

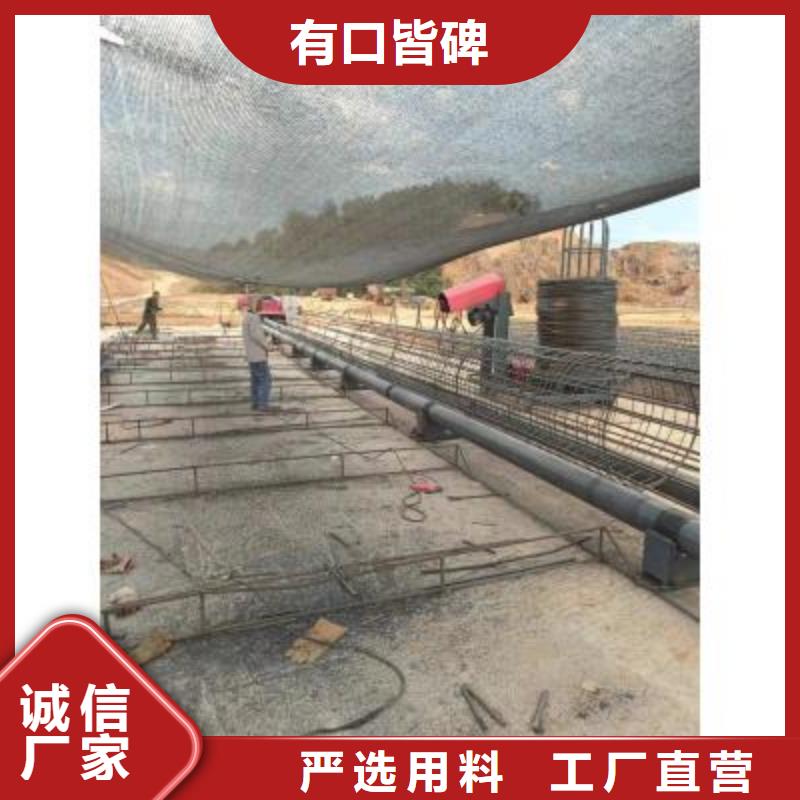
全自动建筑钢筋笼绕筋机根据施工要求,钢筋笼的主筋通过人工穿过固定盘相应模板圆孔至盘的相应孔中进行固定,把盘筋(绕筋)端头先焊接在一根主筋上,然后通过固定盘及盘转动把绕筋缠绕在主筋上(盘是一边一边后移),同时进行焊接,从而形成产品钢筋笼---这就是海南钢筋笼绕筋机即"钢筋笼成型机"的工作原理。手工轧制或手工焊接的,除了效率低下外,主要的缺点是制作的钢筋笼差,设备尺寸不规范,影响到工程建设的工期与。设备特点加工速度快:正常情况下备料及滚焊部分5人一班,分二班作业,10个人就可以加工出20多个12米长成品的笼子(备料、滚焊、加强筋安装、探测管安装、导向垫块安装等),工作效率非常高。加工可靠:由于采用的是数控机械化作业,主筋、缠绕筋的间距均匀,钢筋笼直径一致,产品完全达到规范要求。在实际中手工生产钢筋笼时工程监理几乎每天都到加工现场进行检查,而使用机械加工后,监理对机械化加工的钢筋笼基本实行了。箍筋拉紧不需搭接,较之手工作业节省材料1.5%,节约了施工成本。由于主筋在其圆周上分布均匀,多个钢筋笼搭接时很方便,节省了吊装时间。机械化加工钢筋笼,在控制方面了保障。

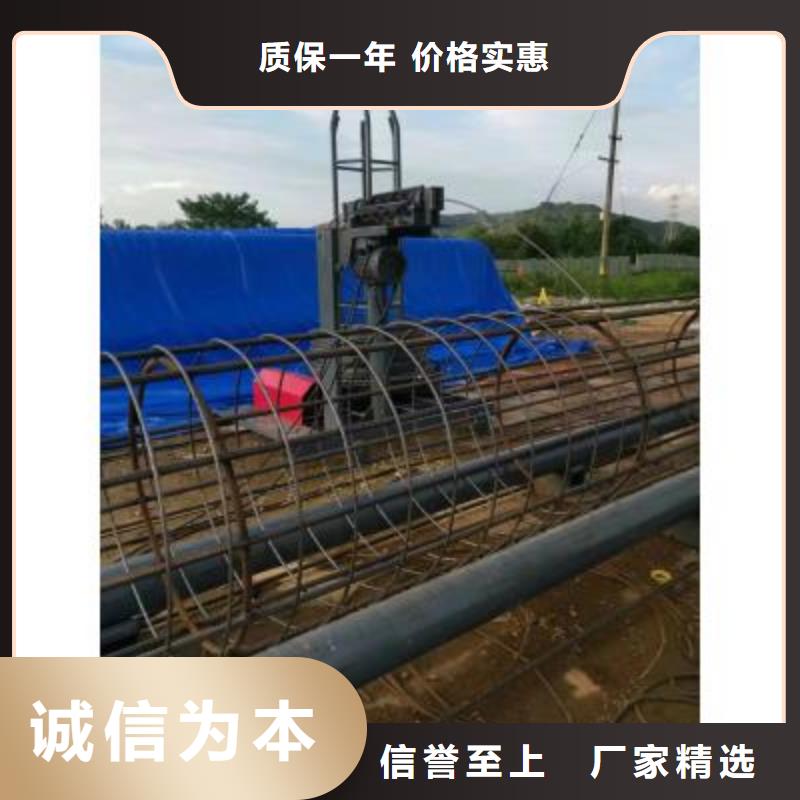
基本工艺流程上料→穿筋(主筋)→固定→搭上箍筋→开始焊接→正常焊接→终止焊接→切断箍筋→分离固定盘→松筋→分离移动盘→卸笼→降下液压支撑→移动盘归位→完成参数项目及型号1250型、1500型、2000型、2500型钢。 焊完一节主、箍筋,低速转动胶辊,抬第二根主筋准备焊接。此时按选定生产工艺确定旋转方向,采用卡具(比子)制作骨架时,待第二根主筋或多根主筋焊完后,主筋下行。若采用挂钩工艺则反向旋转,应注意多根主筋焊好后有可能出现偏重,可将骨架旋转在对面位置或错开几根位置后再开始分度焊接,后补齐焊部主筋。 钢筋笼绕筋机
 海南澄迈县钢筋笼绕笼机生产厂家
<海南>建贸机械设备有限公司
海南澄迈县钢筋笼绕笼机生产厂家
<海南>建贸机械设备有限公司
钢筋笼绕筋机2)拉筋系统
牵引系统由牵引变频调速电机提供动力,经链条带动拉筋小车做直线运动,完成纵筋牵引焊接,拉筋速度根据要求可进行较大范围内的调节,以调节环筋的疏密,同时拉筋小车具有自动返回功能。
3)电极系统
气动电极,自动调节预紧力,预压力相对恒定,较弹簧预压相比,具有电极冲击小,电极磨损小,焊点更加牢固的特点,焊接过程中的飞溅进一步减小,电极寿命进一步得到延长,在自动焊接过程中电极系统保持相同的距离不变,保证焊接电极与电极板的间距及焊接压力相等。
2、焊接控制部分主要由:焊接控制系统、焊接控制主回路系统组成。
1)焊接控制系统:由全数字式焊接控制器和接近开关构成,以实现焊接规范的精确调节和焊接过程的完成。
2)焊接控制主回路系统:
主要由焊接变压器、可控硅元件、铜导体、水冷系统组成,由焊接变压器提供足够的焊接电流,可控硅元件作为焊接回路的无触点开关,和焊接电流调节。冷却管路通过对变压器、可控硅电极的冷却,为设备的正常工作提供保证。
![[海南]建贸机械设备有限公司名片](http://ypmimg.huaer.cc/UploadImg/2634/new_card.jpg "[海南]建贸机械设备有限公司名片")